English (Global)
Article
Ceramic Fiber Boards for Thermal Resistance and Management
Discover the high temperature resistance, durability, and applications of NUTEC's ceramic fiber boards. Improve your industrial processes.

In an increasingly industrialized world, efficient thermal energy management is critical to guarantee safety, operational optimization, and sustainability. Thermal resistance, in particular, is essential in high temperature environments, where materials must withstand extreme conditions without compromising performance. NUTEC ceramic fiber boards play a vital role in this context.
This article explores the properties and applications of ceramic fiber insulation boards, highlighting their thermal resistance and management in high temperature applications.
Here, we will examine the features and advantages of these boards, their manufacturing process, and their use in various industries, providing a complete understanding of their value and usefulness.


What is an insulation board? Definition and uses in thermal management
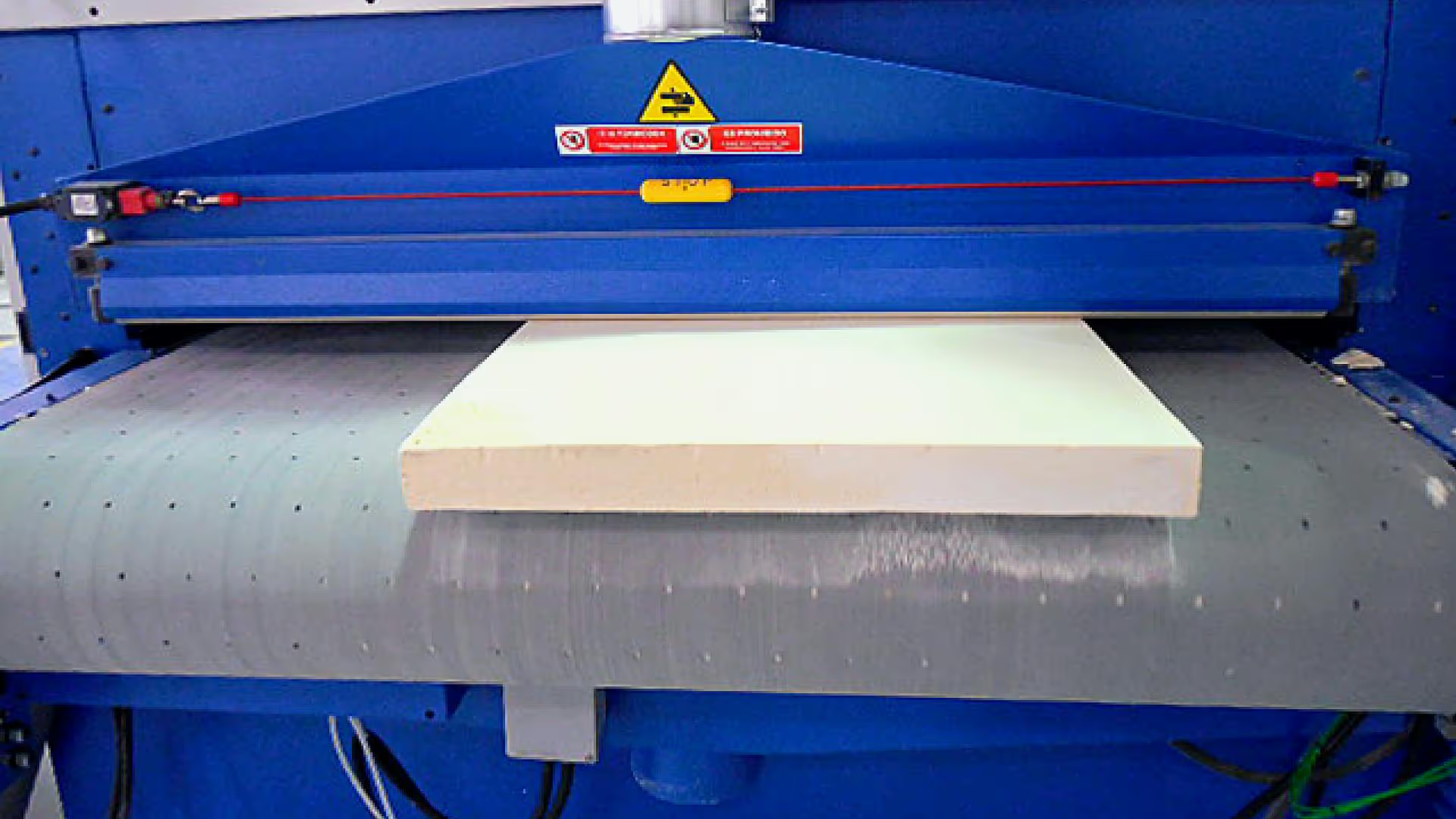
Insulation boards, also known as insulation panels, are created using the vacuum forming process, which involves compressing and drying a wet product. They are strong, rigid, and resistant to high velocities, vibrations, erosive forces, and mechanical stresses.
Typically, insulation boards are used for thermal management. Their primary function is to form a barrier that prevents heat transfer to the outside during a controlled process. In other words, they act as thermal insulation to maintain the correct temperature and prevent unwanted heat loss.
In the NUTEC portfolio, you can find the following product gradings: Refractory Ceramic Fibers (RCF), Low Biopersistence Fibers (LBP), and, on some occasions, fibers with high alumina content. Standard measurements (in inches) are 24” x 36”, 24” x 48”, 36” x 48”, and 48” x 48”. Available thicknesses range from 0.5" to 3". In addition to this, boards with custom densities and thicknesses can also be created.
NUTEC MaxBoard collection
The MaxBoard collection is a family of boards made from a mixture of Refractory Ceramic Fibers. These boards are ideal for cutting or machining and can be formed into almost any shape.
They are designed to resist high velocities and vibrations, erosive forces, and mechanical stress. In addition, they offer low thermal conductivity, low heat loss, low weight, stability at high temperatures, and resistance to erosion, among others. They are ideal for coating furnaces, boiler ducts, chimneys, and other applications.
- MaxBoard LD 2300. This low density product is manufactured to close dimensional tolerances and features excellent surface finish. With a temperature rating of up to 2300°F (1260°C), it's a perfect choice for various uses.
- MaxBoard ILD 2300. This LD board has an inorganic formulation, making it ideal for applications where odor emission must be contained, such as household appliances and laboratory furnaces.
- MaxBoard MD 2300 and HD 2300. These medium and high density insulating boards offer close dimensional tolerances and excellent surface finish but with a higher density that improves the modulus of rupture.
- MaxBoard HS 2400. Specially designed for applications where there is a high amount of pressure/stress directed toward the insulation lining. These boards are highly resistant to pressure at high temperatures.
- MaxBoard LD 2600, MD 2600, and HD 2600. These low, medium, and high density insulating boards have a temperature rating of up to 2600°F (1425°C), making them ideal for multiple uses where high temperature resistance is required.
- MaxBoard 2600 FP. This unique insulation solution is resistant to chemicals and abrasion. It is commonly used as a spacer tile in gas and wood stoves, combustion chambers, and biomass applications where resistance to direct flame contact is required.
- MaxBoard LD 3000. This product has the highest temperature rating of all NUTEC board products. It is formulated with a blend of ceramic and mullite fibers, creating an excellent high temperature insulation board with low thermal shrinkage and exceptional stability.
Installation and maintenance
Ensuring correct installation and maintenance procedures for ceramic fiber boards is essential to guarantee their effectiveness and durability. Their installation is simple since these boards can be mounted with welded screws or anchors.
It is also possible to adhere them to a surface effectively using a wet product, such as cement. However, some special care considerations are vital to guarantee their performance:
- Despite their strength, excessive tightening must be avoided when using fastening straps. That is, one should avoid subjecting them to undue mechanical stress.
- To ensure full product integrity, any stack height should not exceed 66".
- It is necessary to avoid any rubbing action between boards because they can erode quickly.
- Do not get the boards damp, as the material comes from a wet formulation, and exposing them to moisture will weaken their structure.
- If the boards are likely to be subjected to forced hot air flows, applying a coating or special blend is recommended in order to extend their useful life.

Conclusion: Ceramic fiber boards, strength and thermal management for high temperatures
Ceramic fiber boards are an essential tool in thermal management, offering high temperature resistance, durability, and energy optimization. Their versatility and effectiveness excel in a variety of industries and applications.
With their high-temperature resistance, durability, and compressive strength, ceramic fiber insulation boards offer numerous benefits across various industries. As technology advances, we will likely see new applications and improvements to this technology.
Start your next thermal insulation project with innovative and high-quality products. Contact us today.
Want to know more?
At NUTEC, we are committed to providing you with valuable content that helps you make informed decisions for your business. Thank you for taking the time to read this entry and we hope it provided you with insights that you can apply to your operations.
If you have any questions or would like to learn more about our products, please don’t hesitate to contact us.
To get in touch, simply fill out the form, and one of our experts will get back to you as soon as possible.
OFFICES

USA Office
Mexico Office
© NUTEC Incorporated 2026